只需一步,快速开始
4万
0
20万
vip
使用道具 举报
本版积分规则 发表回复 回帖后跳转到最后一页
|侵权投诉|手机版|小黑屋|跨坑论坛 ( 豫ICP备19013210号-2 )
GMT+8, 2026-3-14 12:48 , Processed in 0.033484 second(s), 4 queries , Redis On.
Powered by Discuz! X3.5
© 2001-2026 Discuz! Team.
 |侵权投诉|手机版|小黑屋|跨坑论坛
( 豫ICP备19013210号-2 )
|侵权投诉|手机版|小黑屋|跨坑论坛
( 豫ICP备19013210号-2 )

 发表于 2026-1-24 19:00:08
发表于 2026-1-24 19:00:08

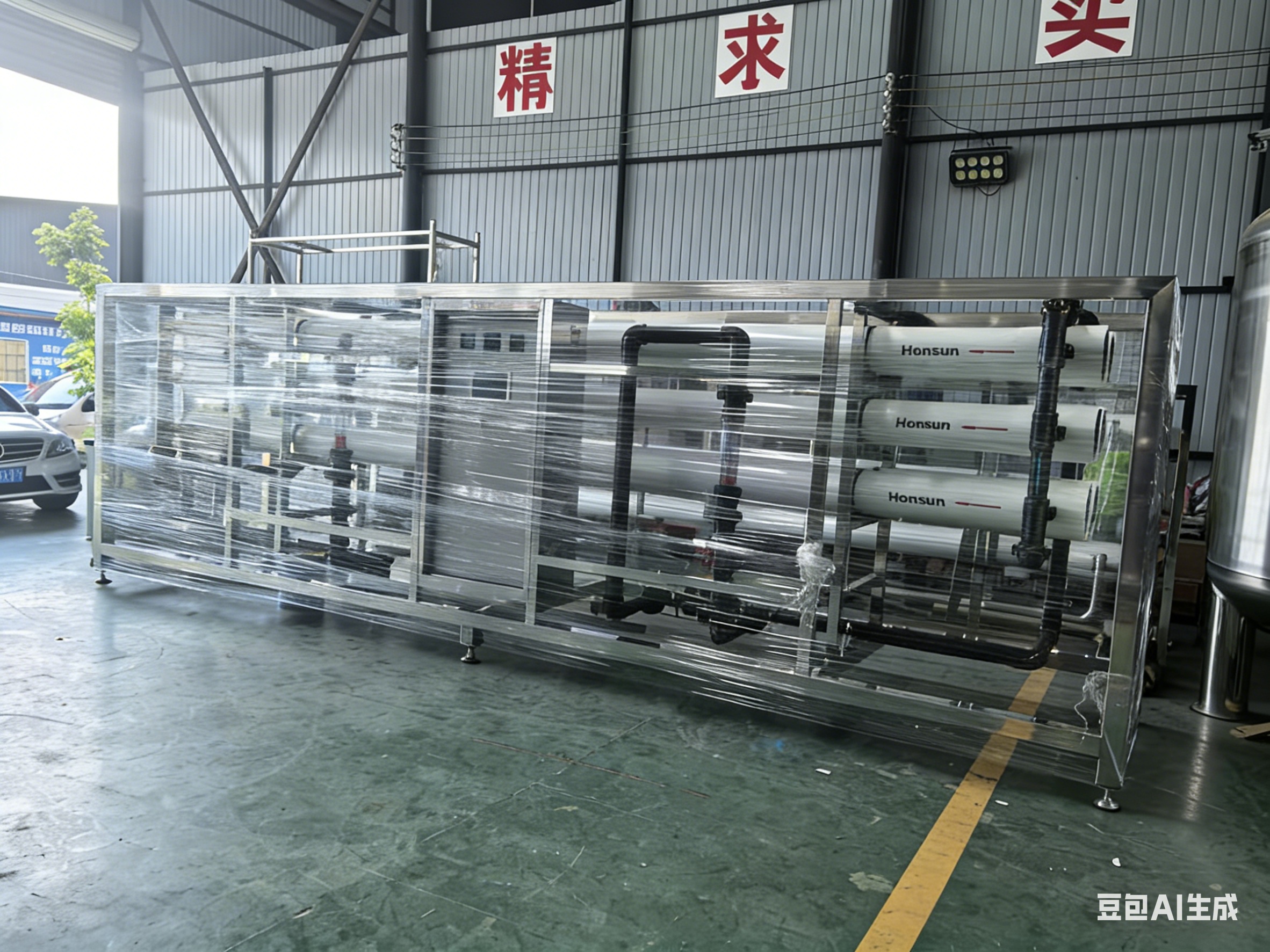 (示意图:前置水处理设备,如一体化净水或反渗透设备,是保障灌装水源水质的核心)
(示意图:前置水处理设备,如一体化净水或反渗透设备,是保障灌装水源水质的核心) (示意图:环保的水处理解决方案同样重要,体现企业的综合技术能力)
(示意图:环保的水处理解决方案同样重要,体现企业的综合技术能力)